 Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.

Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
-
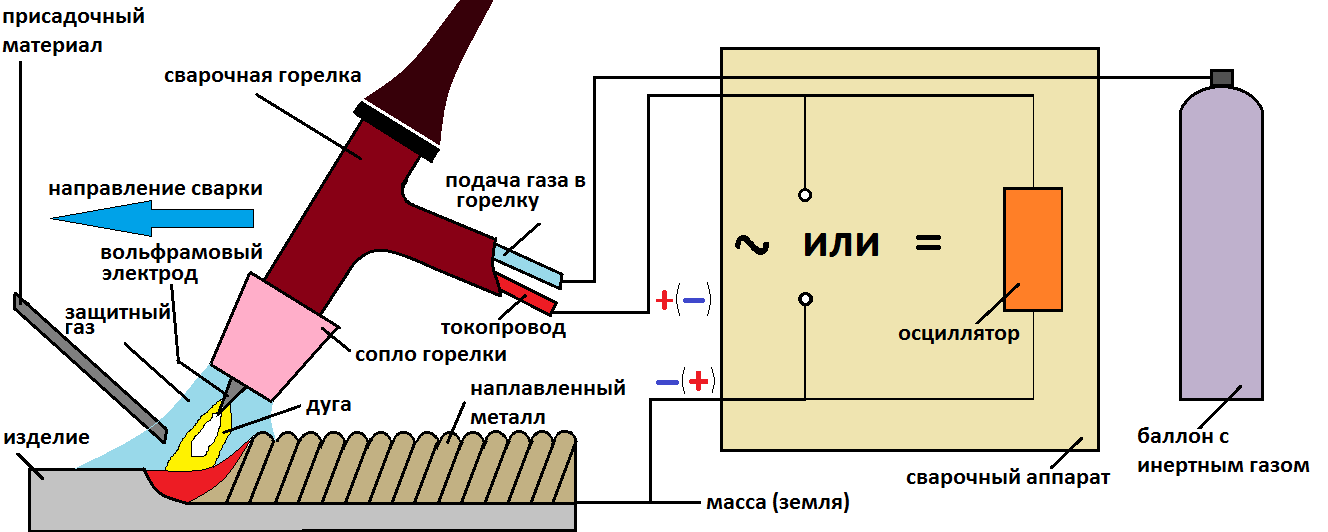
 Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода. - Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
