Существует несколько технологий проведения сварочных работ. Использование полуавтомата упрощает этот процесс и позволяет добиться значительного сокращения времени на производство необходимых операций.
 Однако имеется и ряд «минусов» такого способа, наиболее существенными из которых являются интенсивное излучение в зоне дуги, разбрызгивание металла и появление в его структуре пор в результате прямого контакта с атмосферой, что снижает прочность полученного шва. Создание защитного «облака» устраняет или минимизирует все эти недостатки.
Однако имеется и ряд «минусов» такого способа, наиболее существенными из которых являются интенсивное излучение в зоне дуги, разбрызгивание металла и появление в его структуре пор в результате прямого контакта с атмосферой, что снижает прочность полученного шва. Создание защитного «облака» устраняет или минимизирует все эти недостатки.
Для этого применяются различные методики, но все они в той или иной степени являются затратными. Например, аргон используется нечасто ввиду высокой стоимости. Проведение операций в среде углекислого газа получило более широкое распространение. Он оттесняет от металла воздух, тем самым избавляя рабочую зону от кислорода и азота (последний особенно влияет на степень прочности места соединения).
Преимущества
- Простая технология.
- Низкая себестоимость, так как из всех защитных смесей и газов углекислый – самый дешевый.
- Получение однородного, плотного и узкого шва. Это особенно ценно при сваривании тонкостенных деталей.
- Отсутствие шлаков в рабочей зоне, что избавляет от необходимости производить дополнительную механическую обработку участка.
- Возможность визуального контроля процесса.
- Минимальная температурная деформация кромок деталей, так как газ одновременно является и «охладителем».
- Повышается устойчивость шва к коррозии.
- Работы можно вести при любой пространственной ориентации электрода.
- Отличное качество при высокой производительности (превышение до 3-х раз по отношению к ручной сварке).

Технология
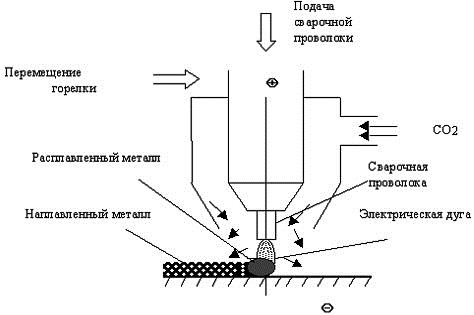
Структурная схема организации сварочного процесса в газовой среде понятна из рисунка. Типового 40-литрового баллона (это примерно 12 «кубов») хватает на 16 – 17 часов непрерывной работы. Медный купорос (или силикагель), помещенный в осушителе, поглощает влагу, содержащуюся в газовой среде, тем самым предотвращая разбрызгивание капель металла. Подогрев необходим для того, чтобы обеспечить бесперебойную работу редуктора.
Технология сварки понятна из этого рисунка:
Особенности
«Плюс» источника питания присоединяется к проволоке, «минус» – к заготовке.
Работа ведется короткими, но частыми замыканиями. Это понижает интенсивность разбрызгивания металла.
Использование смеси углекислый газ + аргон в этом плане еще эффективнее. Кроме того, это снижает эн/потребление и повышает производительность примерно в 1,5 раза.
Для сварки по такой методике используется только специальная сварочная проволока Св-08 (или 10)ГС сечением от 0,6 до 1,2 мм. Это связано с тем, что при высокой температуре (в рабочей зоне она может достигать значения +6 000 °С) газ СО2 разлагается. Образующийся кислород приводит к выгоранию легирующих веществ и углерода. Рекомендуемая проволока содержит элементы, которые нейтрализуют негативное воздействие О² (титан, кремний, алюминий, марганец). Их еще называют «раскислителями».
Если производится сварка сталей категории «высокопрочные», то целесообразно использовать порошковую проволоку.
Для малолегированных или углеродистых сталей применяется защитная смесь из углекислого газа и кислорода (примерно 75 на 25).
Работы проводятся обязательно в хорошо вентилируемых помещениях, так как процесс является небезопасным для здоровья. К примеру, при сваривании «оцинковки» происходит образование паров этого металла, использующегося в качестве защитного слоя. А это чревато появлением у работника так называемого «цинкового озноба». Если есть возможность (без ущерба качеству) использовать другой вид сварки, то от методики работы в защитной среде в конкретной ситуации лучше отказаться.
Тем, кто желает более детально изучить технологию и особенности сварки полуавтоматом с использованием газов, можно рекомендовать для ознакомления документ РД № 26 – 17 – 051 от 1985 года. В нем подробно изложены требования к материалам, нюансы работы, типовые неисправности оборудования и много другой полезной для начинающего сварщика информации. Среди множества ГОСТ, регламентирующих особенности сварочных работ, стоит обратить внимание на Стандарт № 14771 от 1976 года. В нем описываются все нюансы процессов в защитных средах.
