В настоящее время инверторные сварочные аппараты являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть выбор марки электродов.
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
Советы
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную маску сварщика «Хамелеон». С ее помощью можно контролировать качество шва без остановки процесса.
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Положение
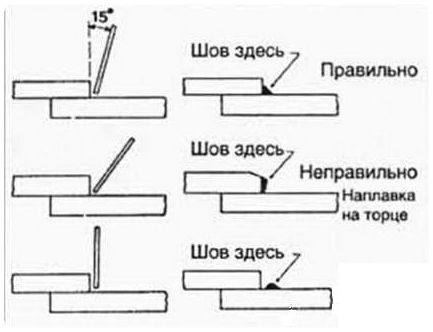
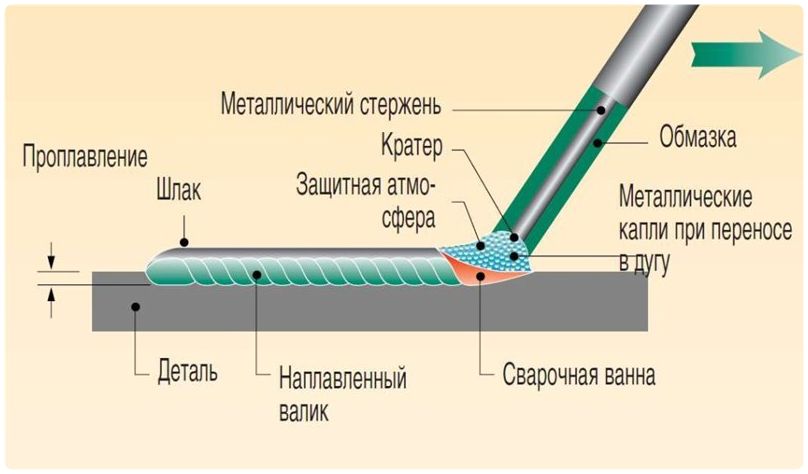
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
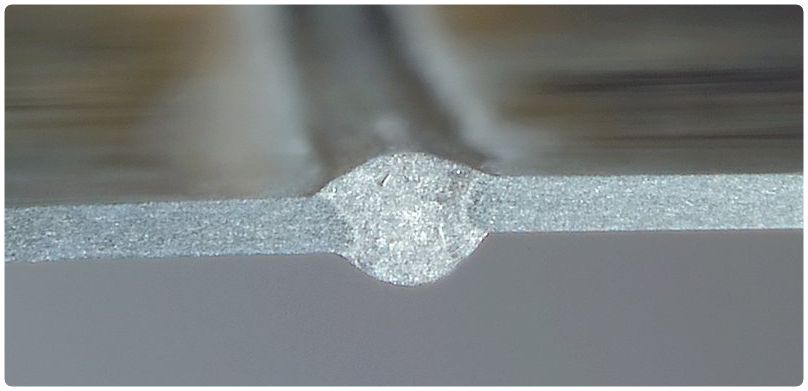
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры.
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
