Для формирования качественного сварного шва необходимо правильно подобрать марку электродов. Это возможно только после ознакомления с основными нормативными документами – ГОСТами. В них подробно описываются характеристики электродов, их эксплуатационные и технические параметры.
Маркировка
Электроды предназначены для поступления тока к заготовке для формирования соединительного или ремонтного шва. Они различаются по материалу изготовления, области применения и специфике работы.
Сначала предварительно следует разобраться с особенностями классификации и маркировки электродов. При умении правильно распознавать символы можно подобрать оптимальную марку.
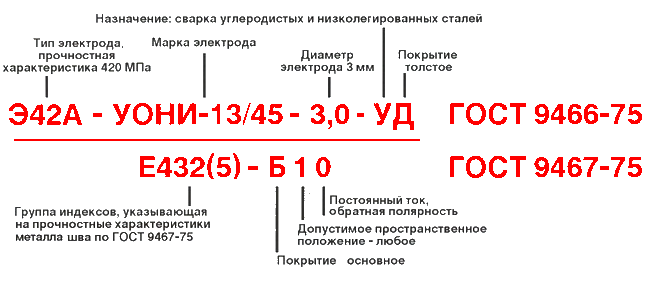
Маркировка состоит из нескольких разделов:
- Прочностная характеристика, Мпа.
- Уникальная марка – числовое и буквенное обозначение.
- Диаметр, мм.
- Область применения – указание контентных видов сталей или других металлов.
- Толщина покрытия.
- Специальный индекс, по которому можно определить характеристики металлов. Это указывается в ГОСТ 10051-75, 10052-75 и 9467-75.
- Эксплуатационные параметры. Вид покрытия, пространственное положение при сварке и режим работы аппарата – ток (постоянный или переменный), его полярность.
Каждая из этих характеристик указывает на область применения электрода, его эксплуатационные качества. Поэтому нужно рассмотреть их подробнее.
Назначение
Наиболее важной характеристикой является область применения электродов относительно материалов сваривания. Некоторые модели могут успешно формировать соединительные и ремонтные швы у металлов различных видов. Но чаще всего существуют ограничения по определенному виду.
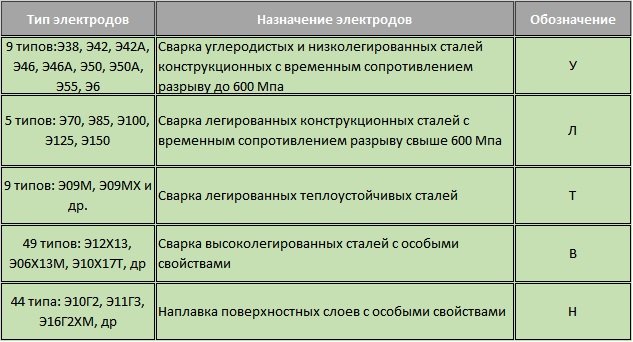
Главным критерием является марка металла и виды работы с ним. Согласно этому параметру существует 5 классов электродов, в каждом из которых есть несколько типов:
- «У» — работа с углеродистыми и низкоуглеродистыми марками сталей, которые характеризуются временным сопротивлением разрыва более 600 Мпа.
- «Л» — сварочные работы с высоколегированными металлами и сопротивлением разрыва свыше 600 Мпа.
- «Т» — для теплоустойчивых сортов стали.
- «В» — работа с металлами, обладающими особыми свойствами.
- «Н» — для наплавки поверхностных слоев.
В таблице указаны некоторые марки электродов по области назначения.
Точное назначение указывается производителем на упаковке. Но кроме него необходимо правильно подобрать модель в зависимости от типа выполняемых работ.

Таким образом можно подобрать оптимальную марку расходных материалов для сварки.
Характеристики покрытия
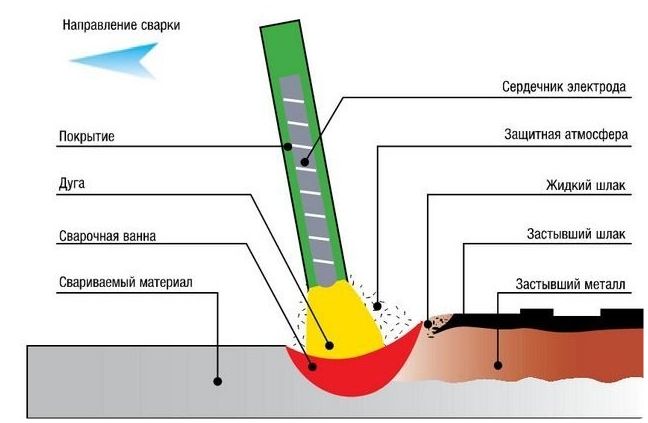
Покрытие электродов определяет параметры будущего сварочного шва. Оно наносится в процессе производства и в большинстве случаев необходимо для формирования оптимальной газовой среды в ванной.
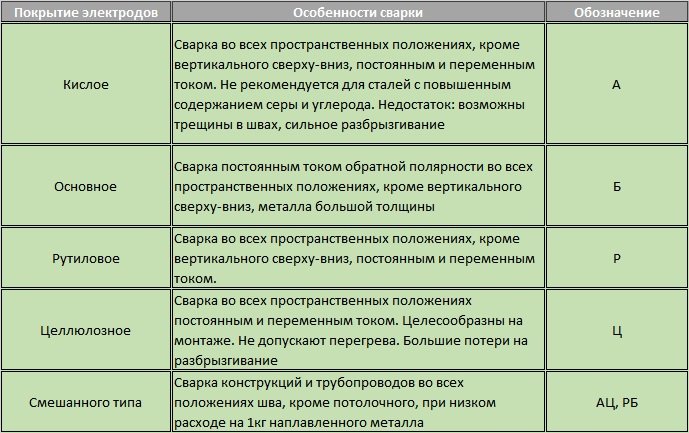
Различают 5 типов покрытия:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
- Смешанный тип.
Каждый из них предназначен для выполнения определенной работы. Также они напрямую влияют на возможные направления сварки.
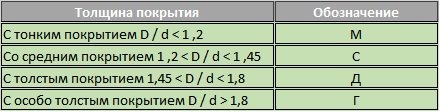
Кроме этого, следует обращать внимание на толщину покрытия. От этого будет зависеть объем газовой среды. Основной характеристикой является соотношение диаметров стального стержня и покрытия.
Положение электрода
Перед проведением сварочных работ необходимо правильно выбрать расположение электрода относительно детали. Не все модели могут работать в нижнем или вертикальном положении. В особенности это важно при сварке в труднодоступных местах стальных конструкций.
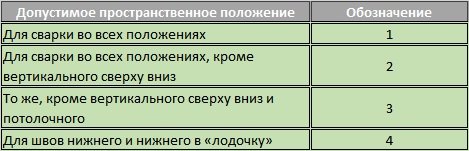
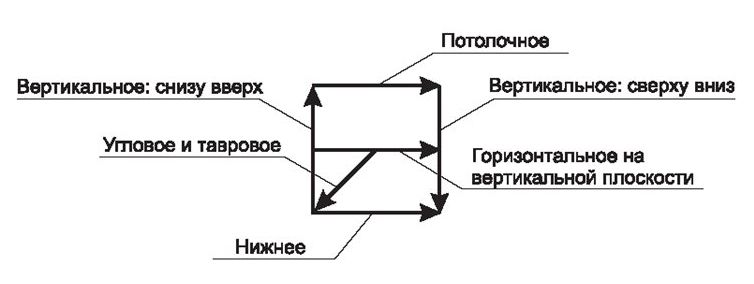
Узнать возможные положения можно из данных маркировки. Они могут быть как цифирные, так и в виде графического изображения. Последнее удобно, так как наглядно можно увидеть рекомендуемое положение электрода относительно плоскости детали.
Стоит отметить, что от положения сварки зависит трудоемкость работ. Чем меньше вариантов для конкретной марки электродов – тем труднее будет сделать сварной шов.
Режимы работы сварочного аппарата
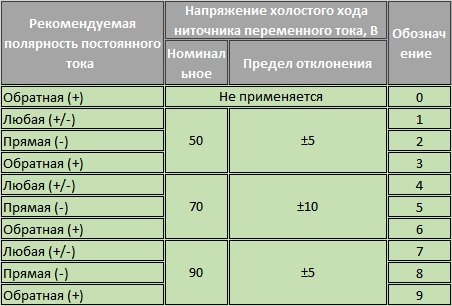
Важно учитывать допустимые режимы работы сварочного аппарата. К ним относятся значение холостого хода и полярность. Также необходимо знать допустимые отклонения этих характеристик.
Зная вышеописанные параметры, можно подобрать оптимальную марку электродов, тем самым обеспечив качественный сварной шов. Но нужно помнить, что это во многом зависит от квалификации и опыта рабочего.
