 Низкое качество соединений, полученных методом сварки, негативно влияет не только на прочность любой конструкции в целом, но и является причиной протечек в магистралях инженерных коммуникаций. Специалисты считают сварные швы одними из самых проблемных участков, поэтому к контролю надежности предъявляются повышенные требования. Сложность заключается в том, что многие дефекты невозможно обнаружить сразу, простым внешним осмотром – они могут проявиться только спустя время, причем, как часто и происходит, в самый неподходящий момент.
Низкое качество соединений, полученных методом сварки, негативно влияет не только на прочность любой конструкции в целом, но и является причиной протечек в магистралях инженерных коммуникаций. Специалисты считают сварные швы одними из самых проблемных участков, поэтому к контролю надежности предъявляются повышенные требования. Сложность заключается в том, что многие дефекты невозможно обнаружить сразу, простым внешним осмотром – они могут проявиться только спустя время, причем, как часто и происходит, в самый неподходящий момент.
Для контроля качества выполненных сварных соединений существуют различные методики, целесообразность применения каждой из которых зависит от нескольких факторов – типа сварки, разновидности материалов, возможности свободного доступа к осматриваемому участку, толщины шва и ряда других (в том числе, и от технических возможностей самих «контролеров»). Способов, а тем более используемых в процессе контроля приборов и «индикаторных» веществ настолько много, что подробное описание каждого выльется в отдельный (и довольно внушительный) трактат. Поэтому изложим только особенности, чтобы читатель смог иметь общее понятие по этому вопросу.
Перед тем как приступить к более углубленным испытаниям (в том числе, и с использованием технических средств), предусмотренным для конкретных условий, в обязательном порядке проводятся следующие виды диагностики, которые позволяют выявить брак визуально.
Первичный контроль
-
 Измерители
Измерители
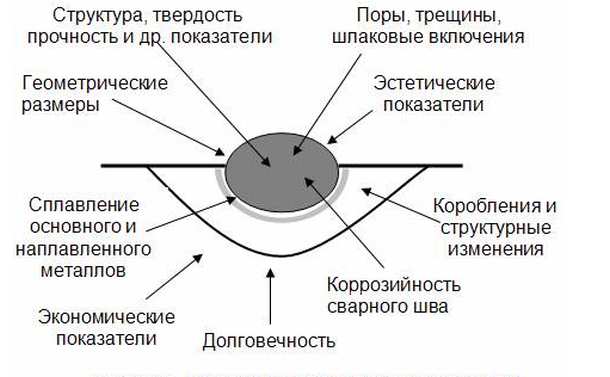
Внешний осмотр. Понятно, что он позволяет профессионалу сразу же обнаружить имеющиеся недостатки (поры, раковины, плохо «проваренные» места и так далее). При этом «контролер» хоть и использует, как правило, лупу с большим увеличением, но, во-первых, сможет выявить только поверхностные дефекты, во-вторых, на тех участках, которые доступны для визуального обзора. Следовательно, такой метод имеет некоторые ограничения и дает возможность сделать лишь предварительные выводы (ГОСТ № 3242 от 1979 года). - Обмер швов. Полученные результаты сопоставляются с требованиями, которые к ним предъявляются нормативными документами и ТУ Заказчика. Дело в том, что отклонения от требуемых значений в сторону увеличения ширины или ее уменьшения ведут соответственно к повышению внутреннего напряжения (и к последующей деформации этого участка) или к снижению его прочности. Дополнительно измеряются также высота, для угловых соединений – катет. Для этого используются или готовые шаблоны, или соответствующие инструменты (приспособления).

Все использующиеся на практике методы окончательного контроля сварных швов подразделяются на разрушающие и неразрушающие. Остановимся на последних, так как они применяются наиболее часто в силу того, что являются менее сложными.
Определение сквозных дефектов
Такие методики позволяют определить непроницаемость швов.
Керосином
Участок, доступный для визуального осмотра, покрывается меловым раствором, который после высыхания образует тонкую «корку». Шов с обратной стороны смачивается жидкостью. Появление на меле пятен или полос как следствие капиллярного проникновения керосина свидетельствует об отсутствии целостности структуры материала (наличие пор или трещин соответственно).
Аммиаком
Принцип тот же самый. Только с внешней стороны на шов накладывается «индикатор» (полоска бумаги, смоченная в специальном растворе), а с противоположной он подвергается обработке смесью воздух + аммиак. Изменение цвета «индикатора» свидетельствует о проницаемости сварного шва.
Более сложный (и дорогой) вариант – контроль с применением так называемого «течеискателя». В этом случае используется другая смесь (воздух + гелий), а с обратной стороны ее проникновение сквозь сварной шов определяется щупом, что и регистрирует прибор.
Красками
 Такой контроль называют «люминесцентным». На участок, подвергающийся проверке, наносится специальная жидкость. Если в шве есть дефекты, то она заполняет все имеющиеся пустоты. После осушки поверхности данный участок подвергается облучению в диапазоне УФ, под воздействием которого попавший внутрь состав начинает светиться.
Такой контроль называют «люминесцентным». На участок, подвергающийся проверке, наносится специальная жидкость. Если в шве есть дефекты, то она заполняет все имеющиеся пустоты. После осушки поверхности данный участок подвергается облучению в диапазоне УФ, под воздействием которого попавший внутрь состав начинает светиться.
Вакуумом
Такую проверку целесообразно проводить при невозможности доступа к шву с обеих сторон, например, при сборке или во время профилактического осмотра различных резервуаров. Смысл в том, что в емкости искусственно создается вакуум. Проникновение внутрь воздуха свидетельствует о дефекте в сварных соединениях. А далее уже необходимо определить конкретный участок любым приемлемым способом.
Воздушным давлением
Методика зависит от габаритов проверяемого образца. Если он имеет небольшие размеры, то испытания проводятся в специальной ванне. При нагнетании воздуха (под давлением) он будет проходить сквозь имеющиеся щели, поры, вызывая появление пузырьков в воде. Швы на крупных изделиях покрываются или специальным составом, или мыльным раствором. Вспучивание массы – свидетельство нарушения герметичности шва.
Гидравлическим способом
 Принцип такой же. Только внутрь сосуда (трубы) под давлением подается вода, и по наличию протечек определяются проблемные участки.
Принцип такой же. Только внутрь сосуда (трубы) под давлением подается вода, и по наличию протечек определяются проблемные участки.
Определение скрытых (внутренних) дефектов
Такие способы контроля осуществляются с помощью специального оборудования.
Ультразвуком
Все внутренние повреждения структуры материала хорошо просматриваются на специальном мониторе, который расположен на приборе.
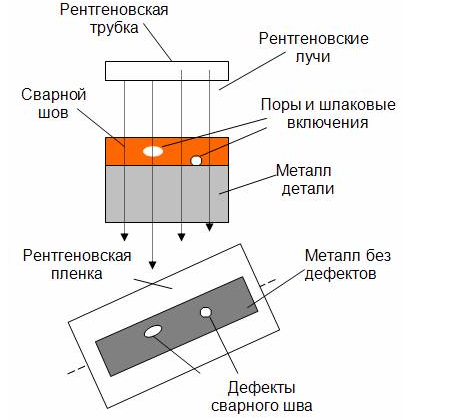
Рентгенографией
Все дефекты при помощи проникающей радиации отображаются на фотопленке. Такой способ более сложный, так как требует не только специальной подготовки работников, но и дополнительных мер безопасности. Как правило, проводится в стационаре (лаборатории).
Магнитным полем
Существует несколько методик такого контроля – магнитографический, порошковый, индукционный. Признаками дефектов являются изменение характеристик ЭМП (рассеяние) в зоне проблемного участка при намагничивании образца, изменение формы, геометрии порошковой массы и ряд других.
Стоит отметить, что требования к качеству швов оговариваются не только ГОСТ, но и ТУ (временными), разрабатываемыми непосредственно на предприятиях – именно они должны учитывать всю специфику дальнейшего использования конкретной продукции. К слову, в некоторых отраслях контроль качества является отдельным видом технологического процесса, что обусловлено его большой сложностью и трудоемкостью. Следует знать, что в соответствии с этими ведомственными документами не все недостатки (дефекты), которые обнаруживаются в процессе контроля, считаются браком.
В статье рассмотрены только наиболее распространенные способы контроля качества сварки. Инженеры и технологи постоянно совершенствуют методики и используемые для их осуществления приборы, поэтому читателю, желающему получить более объемную информацию, следует обратиться к специальной литературе.
