Работа с металлическими образцами практически всегда проводится по разделительной технологии (не путать с поверхностной, которая ведется, если необходимо получить лишь канавку, без сквозного проникновения струи). Существует несколько методик разрезания металлов. Наиболее известная – чистым кислородом и пропаном.
Но она характеризуется некоторыми ограничениями. Например, толщиной заготовки. Кроме всего прочего, себестоимость такой резки достаточно высокая. Более эффективной (и дешевой) технологией считается процесс, при котором используются или 2 разных газа –
Принцип работы
 Как уже отмечено, использование струи чистого кислорода не позволит проводить резку любого металла. Например, если он категории «легкие», то при повышении температуры начнет испаряться (деформироваться) раньше, чем она достигнет номинального значения. Именно поэтому наиболее универсальной технологией является комбинированная. В чем суть такого способа?
Как уже отмечено, использование струи чистого кислорода не позволит проводить резку любого металла. Например, если он категории «легкие», то при повышении температуры начнет испаряться (деформироваться) раньше, чем она достигнет номинального значения. Именно поэтому наиболее универсальной технологией является комбинированная. В чем суть такого способа?
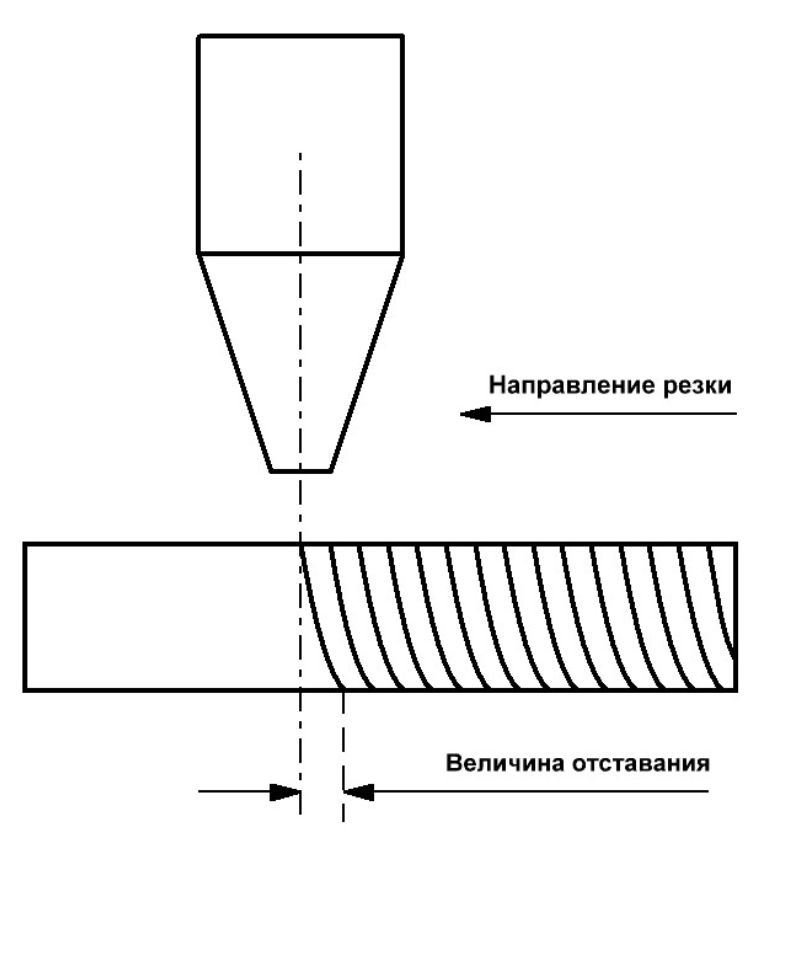
Начальный этап работы делится на 2 фазы. На первой производится разогрев металла до нужной температуры, которая зависит от его разновидности, пропаном (раз речь идет именно об этом газе). После этого в рабочую зону подается чистый кислород, и наступает вторая фаза. Газ при соприкосновении с раскаленной поверхностью сразу же воспламеняется, и начинается непосредственный процесс раскроя металла.
*На схеме показан ацетилен (С²Н²). Формула пропана иная – С³Н8.
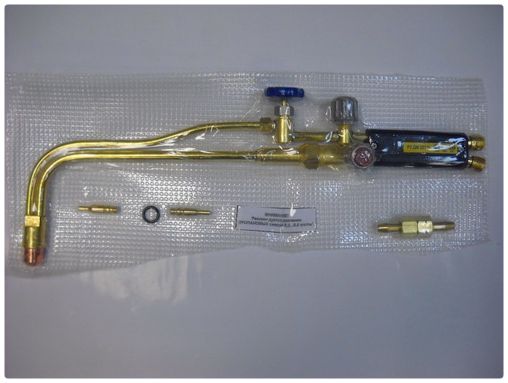 При этом подогрев не заканчивается, так как сварщик постоянно перемещает резак вдоль намеченного контура, а каждый новый участок также нуждается в требуемом разогреве. Конструкция резака показана на рисунке (одна из моделей).
При этом подогрев не заканчивается, так как сварщик постоянно перемещает резак вдоль намеченного контура, а каждый новый участок также нуждается в требуемом разогреве. Конструкция резака показана на рисунке (одна из моделей).
Его сопло устроено по принципу «труба в трубе». По внешней подается пропан. Он образует своеобразный газовый конус, по оси которого (внутренняя трубка) в рабочую зону поступает чистый О², «отвечающий» за разделение заготовки на фрагменты.
Получается, ничего особо сложного здесь нет. Но это только на первый взгляд.
 Необходимо правильно настраивать горелку. Устойчивость струи – залог высокого качества резки металла. Прерывание пламени требует повторного разогрева рабочей зоны. А это и увеличение времени на проведение операции, и повышенный расход газов.
Необходимо правильно настраивать горелку. Устойчивость струи – залог высокого качества резки металла. Прерывание пламени требует повторного разогрева рабочей зоны. А это и увеличение времени на проведение операции, и повышенный расход газов.
Образец должен быть подготовлен – очищен и обезжирен. Нет смысла говорить, что необходимо учесть сквозной проход пламени, поэтому заготовка и укладывается соответственно.
При толщине металла более 1 см рез начинается от кромки. В остальных случаях – с любой точки поверхности.
На заметку! Если лист тоньше 0,5 см, то резка ведется сначала с установкой пламени перпендикулярно поверхности, а потом – под углом (в сторону, противоположную движению резака) в пределах от 15 до 300 (выбирается исходя из свойств металла).
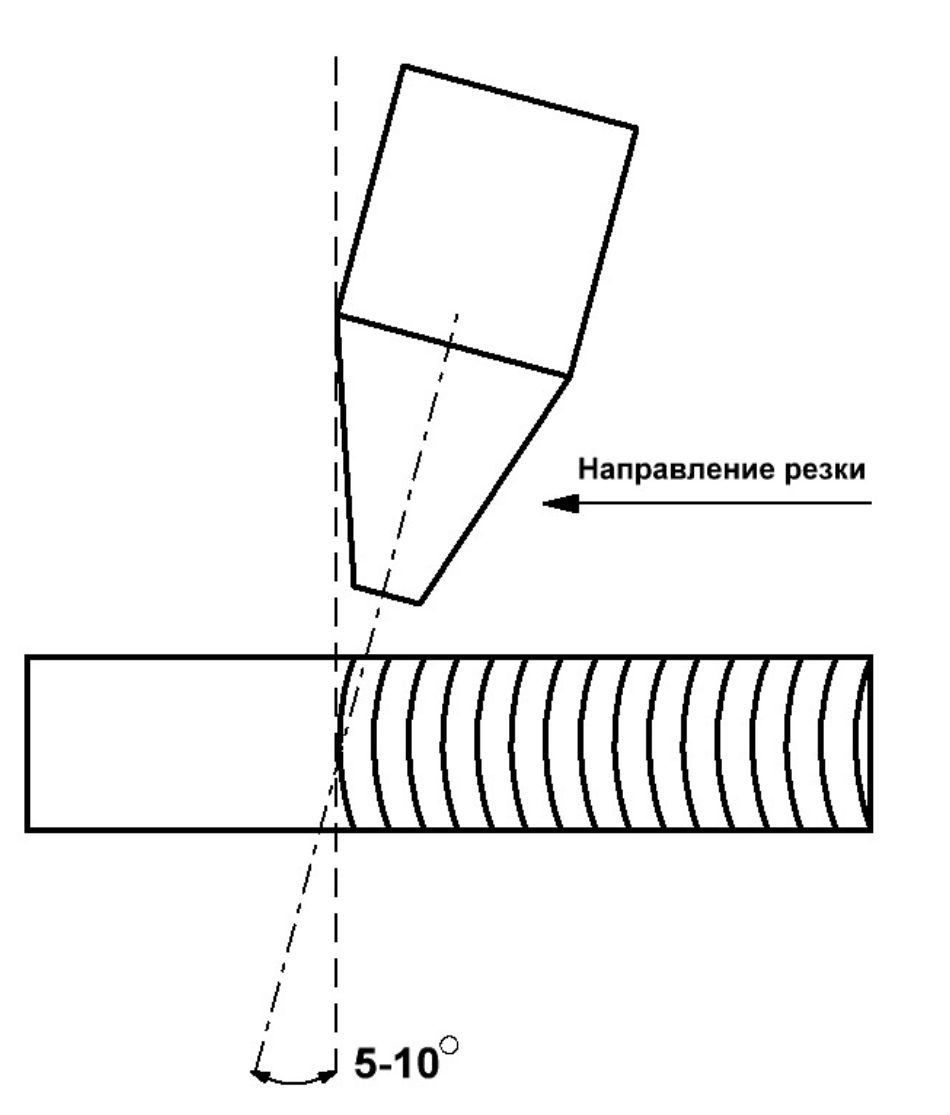 Если толщина образца в пределах 0,5 – 1 см, то резак держится под углом (но другим) с самого начала.
Если толщина образца в пределах 0,5 – 1 см, то резак держится под углом (но другим) с самого начала.
- Оптимальное отстояние резака от заготовки – порядка 2,5 мм. По мере того, как струя углубляется в структуру материала, уменьшается интенсивность пламени и скорость его перемещения вдоль намеченной линии.
- Чем больше толщина образца, тем мощнее устанавливается пламя для его разогрева. Но здесь необходимо учесть, что его чрезмерное увеличение приводит к оплавлению кромок в месте реза и повышает расход газа.
- То же касается и давления режущей струи. Если оно меньше требуемого, то образующиеся шлаки полностью выдуваться не будут. Превышение нормы не обеспечит чистоты разрезания (кромки станут неровными). Соответственно, и расход газа возрастает.
И последнее. Для каждой марки стали используется «свой» мундштук на резак. Это отдельная тема, но знать такой нюанс следует.
