 Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Прежде чем рассматривать процесс анодирования алюминия, следует понять, для чего оно проводится. Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить (усилить). В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления (об этом можно прочитать здесь). Поэтому эту технологию называют еще анодным оксидированием.
Она применяется не только по отношению к алюминию, но и к некоторым другим металлам. Например, магнию, титану.
Что дает анодирование
- Укрепляет поверхностный слой.
- Делает невидимыми дефекты основы в виде царапин, точечных повреждений. Другими словами, «сглаживает» металл и придает ему однородность.
- Краска на алюминий ложится значительно лучше и равномернее.
- Внешний вид деталей делается более привлекательным.
- Возможность придать металлу различный оттенок и имитировать серебро, золото или, например, жемчуг. Хотя применение анилиновых красителей значительно расширяет спектр.
Анодирование «холодное»
 Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Достоинства
- Возможность получения достаточно толстого поверхностного слоя, что достигается разной скоростью нарастания и растворения оксидной пленки соответственно с внутренней и наружной ее стороны. Особенность методики в том, что процесс осуществляется в температурном диапазоне от – 10 до +10 ºС. Отсюда и ее название
- Высокая прочность такого покрытия.
- Повышение антикоррозийной устойчивости металла.
Недостатки
Он один, и довольно относительный. Дальнейшее покрытие красителями с органической основой становится довольно сложным. Материал, в зависимости от структурного состава (если речь идет о сплаве или характеристиках самого алюминия) в процессе анодирования окрашивается естественным путем. Оттенок может быть любым – от оливкового (с примесью «зелени») до темного (серого или черного).
Что понадобится
- Ванночки. Из алюминия – для анодирования; стеклянные или пластиковые – 2 штуки – для приготовления растворов.
- Соединительные провода (также алюминиевые).
- Источник напряжения +12 В (АКБ или выпрямитель).
- Реостат (если питание от аккумулятора или другого устройства с нерегулируемым «выходным» параметром).
- Амперметр.
Технология анодирования
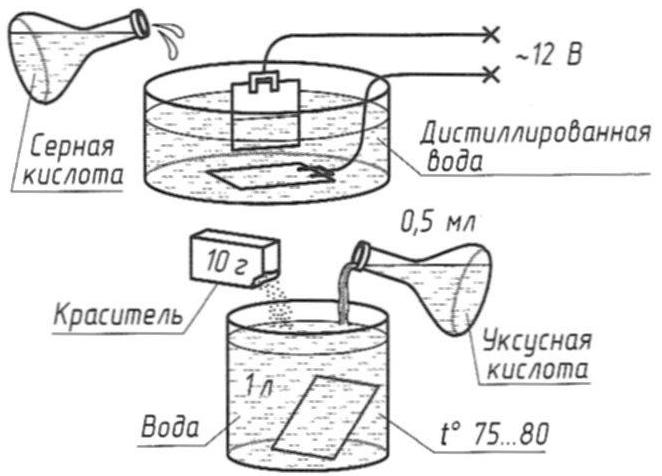
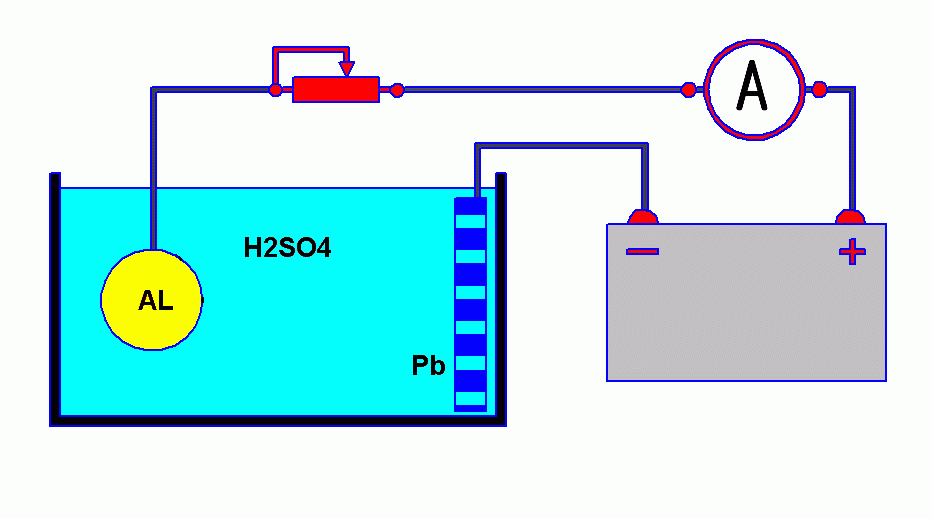
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
 Приготовление растворов
Приготовление растворов
Их готовится два (в разных емкостях). Они служат альтернативой кислоте. Один – из пищевой соли, другой – из соды питьевой. Используется только чистая, дистиллированная, причем теплая вода. По объему содового раствора понадобится в 9 раз больше; в соответствие с этим и подбирается посуда.
После тщательного перемешивания (до полного растворения веществ) раствору нужно дать отстояться, а потом он сливается в другую посуду так, чтобы в нее не попал осадок, и фильтруется. Качество анодирования во многом зависит от «чистоты» растворов.
Подготовка детали
Коротко этот этап работы можно выразить так: очистка поверхности – ее обработка (шлифовка) – обезжиривание заготовки.
Если на детали будут какие-либо заметные дефекты, то полученный слой их не скроет (толщина покрытия не более 0, 05 мм).
Анодирование
Понятно, что заготовка должна быть полностью погружена в приготовленную жидкость, полученную путем смешения исходных растворов. Естественно, деталь должна на чем-то висеть, не касаясь дна посуды. Как это сделать, каждый решает сам. Например, рядом с ванночкой крепится стойка, на которой и подвешивается образец. Нужно подумать, за что и как его «подцепить»? Ведь в этом месте после анодирования останется пятно. Понимая это, конкретное решение принять несложно, сообразуясь с габаритами, конфигурацией и весом заготовки.
 Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ее необходимо хорошо промыть, а для очистки от остатков раствора еще и подержать в марганцовке. После этого она опять промывается попеременно в теплой и холодной воде, а потом сушится. Если все делалось правильно, то деталь приобретает светло-серый цвет.
О высоком качестве анодирования свидетельствуют его равномерность по всей площади покрытия и отсутствие разводов или пятен.
«Закрепление» слоя
Это заключительный этап. Пленка, которая покрывает металл, характеризуется обилием микропор. Чтобы повысить устойчивость алюминия перед внешними воздействиями, их следует «закрыть». Самый простой способ – или прокипятить в воде дистиллированной, или пропарить. Такая процедура занимает не менее 30 минут.
«Финишная» обработка
После этого можно произвести покраску или просто покрыть лаком (бесцветным). Окрашивание производится методом погружения детали в раствор красителя (анилинового, 10%-го).

Распространенные ошибки
Их довольно часто допускают «домашние» мастера, не изучившие как следует все особенности технологии.
- Плохой контакт детали с электродом. Поэтому зажим должен быть надежным, типа «крокодил», а еще лучше – с затягивающим винтом. Нарушение контакта приводит к изменению силы тока, что напрямую влияет на конечный результат. Поэтому различные скрутки, петли для подвешивания заготовок в данном случае неприменимы.
- Несоответствие габаритов катода линейным размерам детали. Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
- Недостаточная (или завышенная) анодная плотность. Рекомендуемая величина – порядка 2 А/дм² (20 мА/см²). Для ускорения процесса ее можно и немного увеличить (но не более чем в 1,5 раза) с обязательным выдерживанием низкой температуры раствора за счет качественного охлаждения + постоянное его перемешивание.
Полезные советы
Произвести качественную зачистку поверхности образца механическим способом (с применением абразивных материалов) не всегда возможно. Например, из-за сложного рельефа его поверхности. В этом случае более эффективна методика травления. Суть ее в том, что деталь погружается в щелочной раствор. На практике, как правило, в мыльный. Иногда, чтобы добиться осветления заготовки, она дополнительно опускается в посуду с 20% раствором кислоты.
Следует неукоснительно соблюдать рекомендованный температурный режим (от -10 до +10 ºС). Если температура повысится, придется убавлять силу тока. Как результат – «рыхлость» покрытия.
После окраски для сохранения цвета в течение долгого времени деталь желательно обработать лаком. Чтобы не было его «наслоений», можно ее обработать мягкой кисточкой. После погружения в лак нужно дать ему полностью стечь.
В статье приведен только один из многочисленных способов анодирования в быту. Он самый простой, а потому и наиболее подходящий для человека, не имеющего достаточного опыта. При работе с кислотой сложностей гораздо больше, но разницы в конечных результатах практически никакой нет.
Для тех, кого интересует методика литья алюминия, есть отдельная инструкция с подробными фото — читайте.
