
 Существует несколько способов защиты стали от коррозии. Среди электрохимических технология термодиффузионного цинкования (другое название – «шерардизация») считается самой эффективной. Что она собой представляет, каковы ее преимущества и основные этапы работы – тема предлагаемой статьи.
Существует несколько способов защиты стали от коррозии. Среди электрохимических технология термодиффузионного цинкования (другое название – «шерардизация») считается самой эффективной. Что она собой представляет, каковы ее преимущества и основные этапы работы – тема предлагаемой статьи.
В ГОСТ сказано, что технология термодиффузионного цинкования применяется при обработке образцов из стали, меди и чугуна. Однако это не единственно возможные варианты. Она была опробована и на ряде других металлов и сплавов; результат – положительный.
Особенности термодиффузионного цинкования
Плюсы технологии
- Двойная защита основы – электрохимическая + механическая.
- Степень антикоррозийной устойчивости – максимальная.
- Исключается риск появления «водородной хрупкости».
- Полное сохранение формы и рельефа образца.
- Возможность регулирования толщины цинкового слоя в большом диапазоне (как правило, 6 – 50 мкм, хотя и это не предел; превышение обговаривается с заказчиком).
- Минимальные затраты на стадии подготовки изделия к обработке.
- В процессе цинкования температура в печи повышается до уровня не более 500 0С, следовательно, расход эл/энергии существенно ниже, чем при осуществлении ряда других методик, предусматривающих термообработку изделий.
- Простейшая технология утилизации отходов.
Минус
Практическая реализация технологии термодиффузионного цинкования возможна лишь в условиях большого производства. В быту она неприменима, так как предполагает наличие специфического (дорогостоящего) оборудования.

Технологические этапы термодиффузионного цинкования
Механическая обработка основы
Способы и оборудование выбираются исходя из габаритов образцов, их формы, рельефности, степени загрязнения и ряду других параметров. В масштабах производства это, как правило, пескоструйные, дробеметные, ультразвуковые установки.
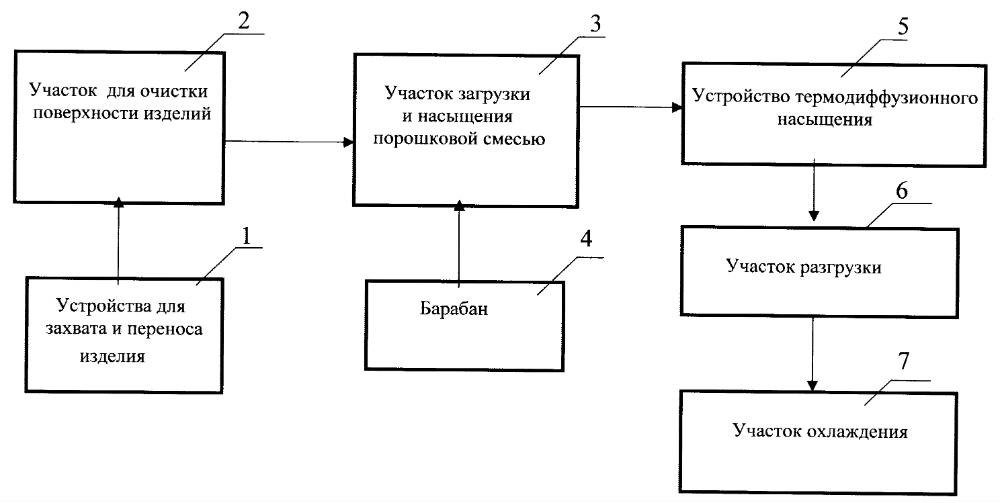
Помещение изделия в емкость (контейнер)
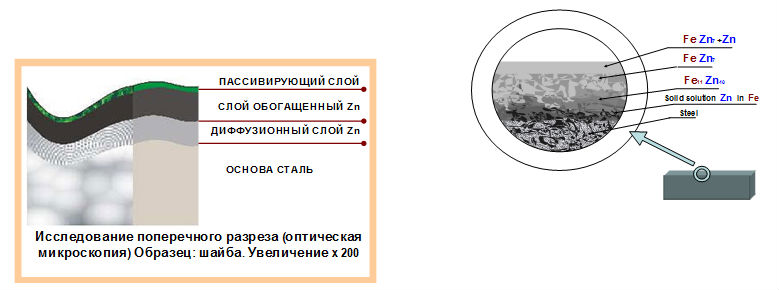
В резервуар добавляется смесь с повышенным содержанием цинка. Ее рецептура, масса определяются ТУ на готовую деталь. В первую очередь – требуемой толщиной защитного слоя. Одно из условий проведения термообработки – герметичность контейнера.

Непосредственное цинкование
Оно проводится при высоких температурах. Для этого контейнер помещается в специальную печь, и ему одновременно с нагревом придается вращение. Такая обработка позволяет получить максимальную однородность цинкового слоя по всей площади образца. В зависимости от условий (температура, скорость) процесс длится в пределах 2,5±0,5 часа.
Охлаждение
После завершения цинкования контейнер извлекается из печи. Разгерметизация емкости возможна при достижении значения ее температуры 60 ºС и менее. Только после этого производится выемка детали.
Очистка заготовки
Задача – удалить приставшие к основе фракции порошка.
Фосфатирование
Оно проводится в соответствие с ГОСТ №№ 9.305 и 9.402 в зависимости от вида дальнейшей обработки детали. Проще говоря, подо что она готовится – покраску или иное.
Доп/обработка поверхности
Ее специфика определяется заданными ТУ на образец.
После проведения всех указанных мероприятий осуществляется контроль качества.
В статье рассмотрены лишь общие вопросы, касающиеся термодиффузионного цинкования. Тем, кто хочет разобраться с данной технологией более подробно, автор рекомендует изучить ГОСТ № Р 9.316 от 2006 года.
